變頻器11千瓦
傳動(dòng)齒輪
是否跨境貨源否
是否定制是
產(chǎn)品規(guī)格精裝
產(chǎn)品數(shù)量9999.00臺
產(chǎn)品特性液壓
作用對象材質(zhì)金屬
種類彎管機(jī)
別名握彎機(jī)
表面工藝抗氧化
基材材質(zhì)A234 WPB或20#鋼
基材類型鋼管或鋼板
加工定制是
數(shù)量不限
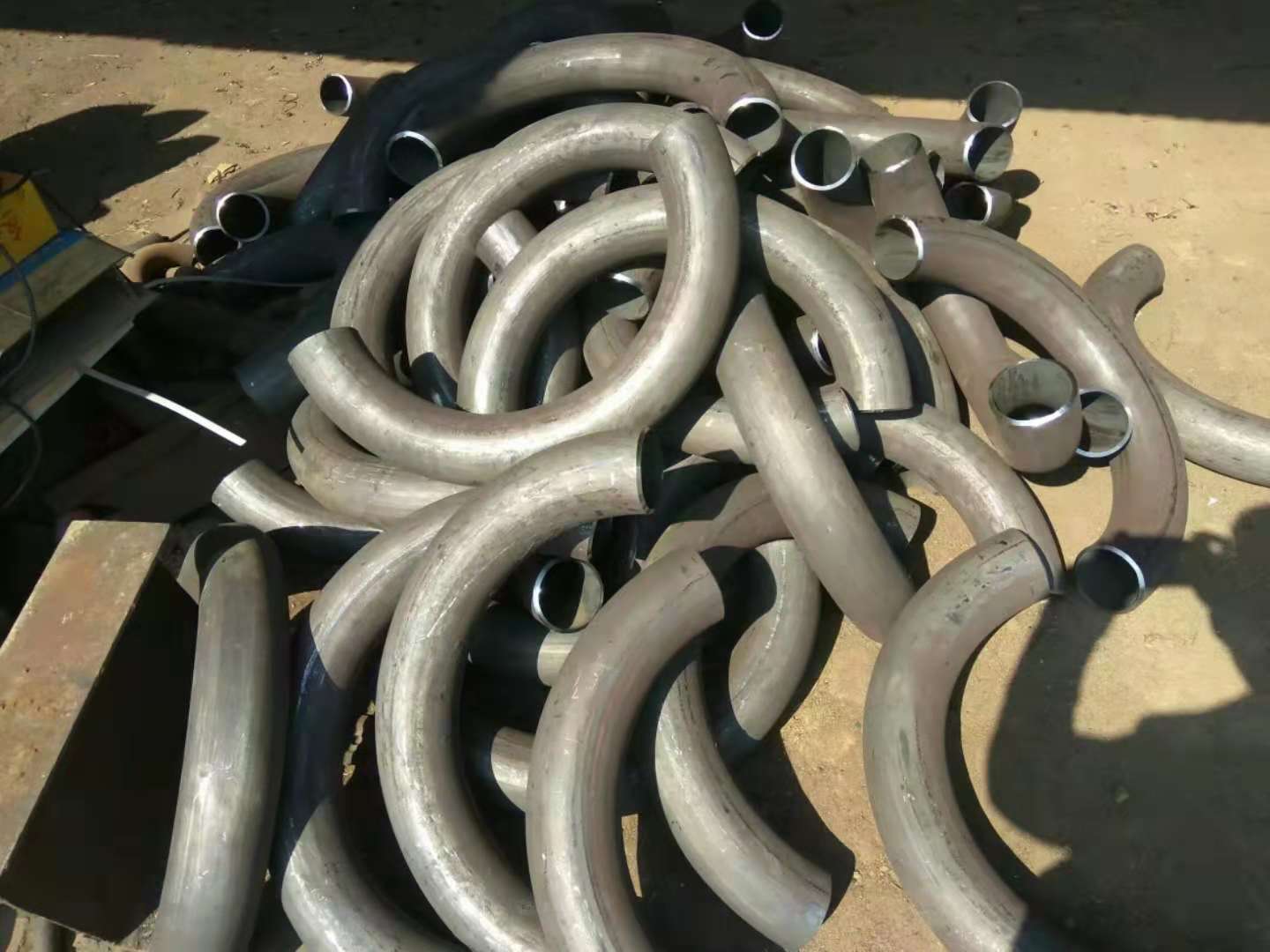
無縫彎管是采用中頻電感應(yīng)加熱,常州彎管,將工件在局部加熱的條件下進(jìn)行彎曲。

大口徑直縫彎管一般采用中頻煨制,特點(diǎn)如下:
頻彎管特點(diǎn):
1.中頻大口徑彎管采用垂直外特性的電源,直流時(shí)采用正極性(焊絲接負(fù)極)
2.中頻大口徑彎管一般適合于6mm以下薄板的焊接,具有焊縫成型美觀,焊接變形量小的特點(diǎn)
3.保護(hù)氣體為氬氣,純度為99.99%。當(dāng)焊接電流為50~50A時(shí),氬氣流量為8~0L/min,當(dāng)電流為50~250A時(shí),氬氣流量為2~5L/min。
4.焊接電弧長度,焊接普通鋼時(shí),以2~4mm為佳,而焊接不銹鋼時(shí),以~3mm為佳,過長則保護(hù)效果不好。
5.大口徑中頻彎管為防止焊接氣孔之出現(xiàn),焊接部位如有鐵銹、油污等務(wù)必清理干凈。
6.鎢極從氣體噴嘴突出的長度,以4~5mm為佳,,在角焊等遮蔽性差的地方是2~3mm,在開槽深的地方是5~6mm,噴嘴至工作的距離一般不超過5mm。
7.大口徑中頻彎管對接打底時(shí),為防止底層焊道的背面被氧化,背面也需要實(shí)施氣體保護(hù)。
8.防風(fēng)與換氣。有風(fēng)的地方,務(wù)請采取擋網(wǎng)的措施,而在室內(nèi)則應(yīng)采取適當(dāng)?shù)膿Q氣措施。
9.中頻彎管為使氬氣很好地保護(hù)焊接熔池,和便于施焊操作,鎢極中心線與焊接處工件一般應(yīng)保持80~85°角,填充焊絲與工件表面夾角應(yīng)盡可能地小,一般為0°左右。

大口徑彎管制作的幾個(gè)步驟 直管通過中頻加熱達(dá)到塑性變形的溫度后,通過機(jī)械臂限制使直管形成規(guī)定弧度的彎管,其制作過程稱為煨制彎管。通過將管子加熱增加塑性降低機(jī)械強(qiáng)度從而降低彎曲時(shí)需要的動(dòng)力來煨制彎管。
制作煨制彎管還需要注意以下幾個(gè)步驟:
1、當(dāng)煨制彎管橢圓率或皺折不平度超過標(biāo)準(zhǔn)要求時(shí),只能報(bào)廢,另行煨制。
2、石油化工管道采用加熱方法煨制彎管時(shí),為了減少圓管斷面的變形,需向管內(nèi)灌入經(jīng)加熱烘干的河砂,并隨灌隨敲打管壁,以保證干砂充滿填實(shí)
3、對煨彎管段的加熱溫度要控制在一定范圍內(nèi),過高、過低都會(huì)影響彎管的質(zhì)量。采用冷彎煨制彎管時(shí),胎具選用要合適;對于較薄管壁煨制彎管時(shí),為了防止斷面變形,應(yīng)采用管內(nèi)灌砂、充滿打?qū)崳龠x配合適胎具,進(jìn)行煨制。
4、公稱直徑小于或等于200mm的工業(yè)管道,應(yīng)盡量采用煨制彎管。在不能采用煨制彎管的情況下,可采用焊制彎管。硬聚氯乙烯塑料管作為給、排水管道時(shí),可以采用注塑成型的急彎彎頭。公稱直徑大于200mm的卷焊直縫管,通常采用焊制彎管
彎管是采用成套彎曲模具進(jìn)行彎曲的 2.5D彎管/2D彎管,分為冷煨與熱推兩種工藝
http://www.tesben.com




















營")

 詳細(xì)介紹")
